Формование
Физический принцип процесса
Термоформование (Hot Forming) основано на принципе возможности изменения формы полуфабриката термопласта (как правило – листового) при нагреве его до температуры, при которой он переходит в эластичное состояние, когда резко снижается модуль упругости материала и одновременно резко возрастает его относительное удлинение на разрыв.
Краткое описание технологии
Полуфабрикат нарезается на заготовки нужного размера, заготовки укладываются в/на формы и прижимаются к ним либо посредством вакуума, либо механическим путем, после чего выдерживаются до остывания.
Основные параметры процесса
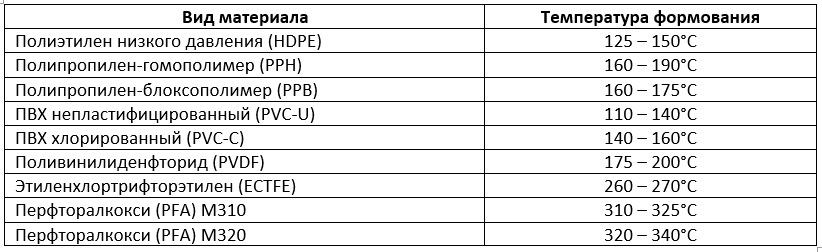
Температура формования:
Время нагревания:

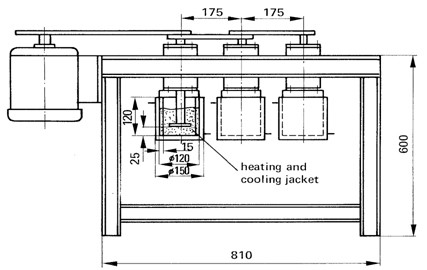
Устройства для нагревания
Для нагрева, как правило, используются печи двух типов: инфракрасные и конвекционные. Инфракрасные (ИК) печи, как правило, обеспечивают более равномерный прогрев, чем конвекционные. В зависимости от источника конвекционного тепла распределение теплого воздуха внутри корпуса духового шкафа может несколько различаться.
В случае инфракрасных печей ключевым фактором является не только количество и расположение нагревательных элементов, но и размер нагревательной камеры печи. Небольшие размеры камеры и, следовательно, меньшее расстояние до бортиков и дверцы печи означают, что края листа будут остывать быстрее, так как металлические части печи отводят тепло. Если нагреваемое изделие и источник тепла подобраны неправильно, то скорость поглощения тепла будет неодинаковой. Поэтому хорошим вариантом считается ИК–печь большего размера, в центре камеры которой можно разместить нагреваемый лист.
Предотвращение прилипания при нагреве
При нагревании материал может прилипнуть к внутренней поверхности камеры, как только он станет прозрачным и эластичным. Чтобы предотвратить прилипание и обеспечить легкое удаление нагретого листа мы рекомендуем покрывать поверхность камер пленкой из политетрафторэтилена (PTFE, тефлон)
Пленка из PTFE поставляется в различных формах (толщина волокон и расстояние между ними). Форма пленки влияет на адгезионные характеристики листа и, таким образом, может также
уменьшить естественную усадку листов при нагревании. Иногда поверхность посыпается тальком или покрывается специальными текстильными материалами. Однако следует отметить, что и то, и другое может прилипать к нагреваемому материалу и влиять на внешний вид его поверхности.
Усадка материала
Усадка выражаемся в изменении размеров полуфабриката после его выдерживания при определенной температуре:
Усадка в % = (размеры до испытания – размеры после испытания) /размеры до испытания
Чтобы определить усадку в процессе формования, рекомендуется разогреть полуфабрикат определенных размеров до температуры формования в конвекционной печи и уложить на тефлоновую пленку, предварительно посыпанную тальком. Для определения анизотропии, т.е. изменения величины усадки в зависимости от направления, значения усадки следует измерять во всех направлениях, особенно в направлении экструзии и поперек нее. Усадка в направлении экструзии обычно гораздо более выражена, чем в направлении, противоположном направлению экструзии. Анизотропная усадка обусловлена способом производства. В процессе экструзии пластик растягивается в направлении экструзии в большей степени, чем в поперечном направлении. Кроме того, экструдированные листы могут иметь разные значения усадки по ширине. При нагревании материал пытается вернуть свою первоначальную форму и в результате молекулы пластика, ориентированные в направлении экструзии, расслабляются и запускают процесс усадки.
На усадку обычно влияют следующие факторы:
• Температура в печи или максимальная температура листа
• Время нагрева или обработки
• Тип пластика (возможны также различия между партиями)
• Температура охлаждения
• Температура расплавления
• Скорость растяжения
• Направление экструзии
Чаще всего для формования используются следующие виды термопластов:
Акрил
Мы будем рады проконсультировать вас по выбору оптимального материала для вашего конкретного применения и поставить его на самых выгодных условиях. Просто воспользуйтесь нашей формой обратной связи внизу справа и напишите нам.
Вакуумное формование инженерных пластиков